























































สำหรับแบรนด์ที่ความล้มเหลวของตะเข็บไม่ใช่ผลลัพธ์ที่ยอมรับได้ ความแตกต่างระหว่างสองสถานการณ์ดังกล่าวก็คุ้มค่าที่จะทำความเข้าใจในรายละเอียดบางอย่าง
มาตรฐาน 27.12 MHz: เหตุใดการเชื่อม RF จึงให้ความร้อนแตกต่าง
ความแตกต่างหลักระหว่างการเชื่อมด้วย RF และการเชื่อมด้วยความร้อนแบบทั่วไปไม่ใช่แค่ประสิทธิภาพเท่านั้น แต่ยังเป็นทิศทางที่ความร้อนเดินทางผ่านวัสดุด้วย
วิธีการทั่วไป (แท่งร้อน แท่นให้ความร้อน ปืนความร้อน) ใช้พลังงานกับพื้นผิวของวัสดุและอาศัยการนำเพื่อให้อุณหภูมิภายในเกิดการยึดติด สำหรับฟิล์มบางก็ใช้ได้ผลดีพอสมควร สำหรับผ้าลามิเนต TPU หนาและหนาแน่นที่ใช้ในอุปกรณ์กันน้ำระดับพรีเมี่ยม จะสร้างปัญหาในทางปฏิบัติ: การนำส่วนต่อประสานภายในไปสู่อุณหภูมิฟิวชันต้องใช้เวลาในการคงสภาพพื้นผิวเพียงพอเพื่อเสี่ยงต่อการไหม้เกรียมหรือทำให้ชั้นนอกเสียรูปก่อน ช่องระหว่าง "ไม่เพียงพอ" และ "มากเกินไป" จะแคบลงเมื่อความหนาของวัสดุเพิ่มขึ้น
การเชื่อมด้วยคลื่นความถี่วิทยุจะหลีกเลี่ยงสิ่งนี้โดยการสร้างความร้อนจากภายในวัสดุแทนที่จะนำเข้าไปด้านใน อุปกรณ์เชื่อม RF ระดับมืออาชีพทำงานที่ความถี่ 27.12 MHz ซึ่งเป็นย่านความถี่วิทยุ ISM (อุตสาหกรรม วิทยาศาสตร์ และการแพทย์) ที่กำหนดซึ่งจัดสรรให้กับอุปกรณ์อุตสาหกรรมประเภทนี้ ที่ความถี่นี้ สนามแม่เหล็กไฟฟ้ากระแสสลับจะทำให้โมเลกุลเชิงขั้วภายใน TPU พยายามปรับแนวใหม่ด้วยการสั่นแต่ละครั้ง: ประมาณ 27 ล้านครั้งต่อวินาที แรงเสียดทานของโมเลกุลที่เกิดขึ้นจะทำให้เกิดความร้อนสม่ำเสมอทั่วบริเวณรอยเชื่อม ณ จุดเชื่อมต่อที่ต้องเกิดการฟิวชัน โดยไม่ต้องอาศัยการนำความร้อนจากพื้นผิวสู่ภายใน
ภายใต้แรงดันลมที่ใช้พร้อมกัน วัสดุที่ส่วนต่อประสานจะมีอุณหภูมิหลอมเหลว และชั้นต่างๆ จะรวมกันที่ระดับโมเลกุล เมื่อสนามแม่เหล็กถูกลบออกและวัสดุเย็นตัวลงภายใต้แรงกดดันอย่างต่อเนื่อง ขอบเขตเดิมระหว่างแผงทั้งสองนั้นจะไม่มีอยู่ในเชิงโครงสร้างอีกต่อไป พื้นที่เชื่อมกลายเป็นวัสดุชิ้นเดียวที่ต่อเนื่องกัน ในการทดสอบแรงดึงแบบทำลายล้าง โดยทั่วไปโซนนี้จะคงอยู่เหนือจุดชำรุดของผ้าฐานที่อยู่รอบๆ ผลลัพธ์ดังกล่าวเป็นเกณฑ์มาตรฐานในทางปฏิบัติสำหรับการเชื่อม RF ที่ได้รับการดำเนินการอย่างเหมาะสม
การเชื่อม 840D TPU ความดื้อรั้นสูง: ขอบที่แคบลงสำหรับข้อผิดพลาด
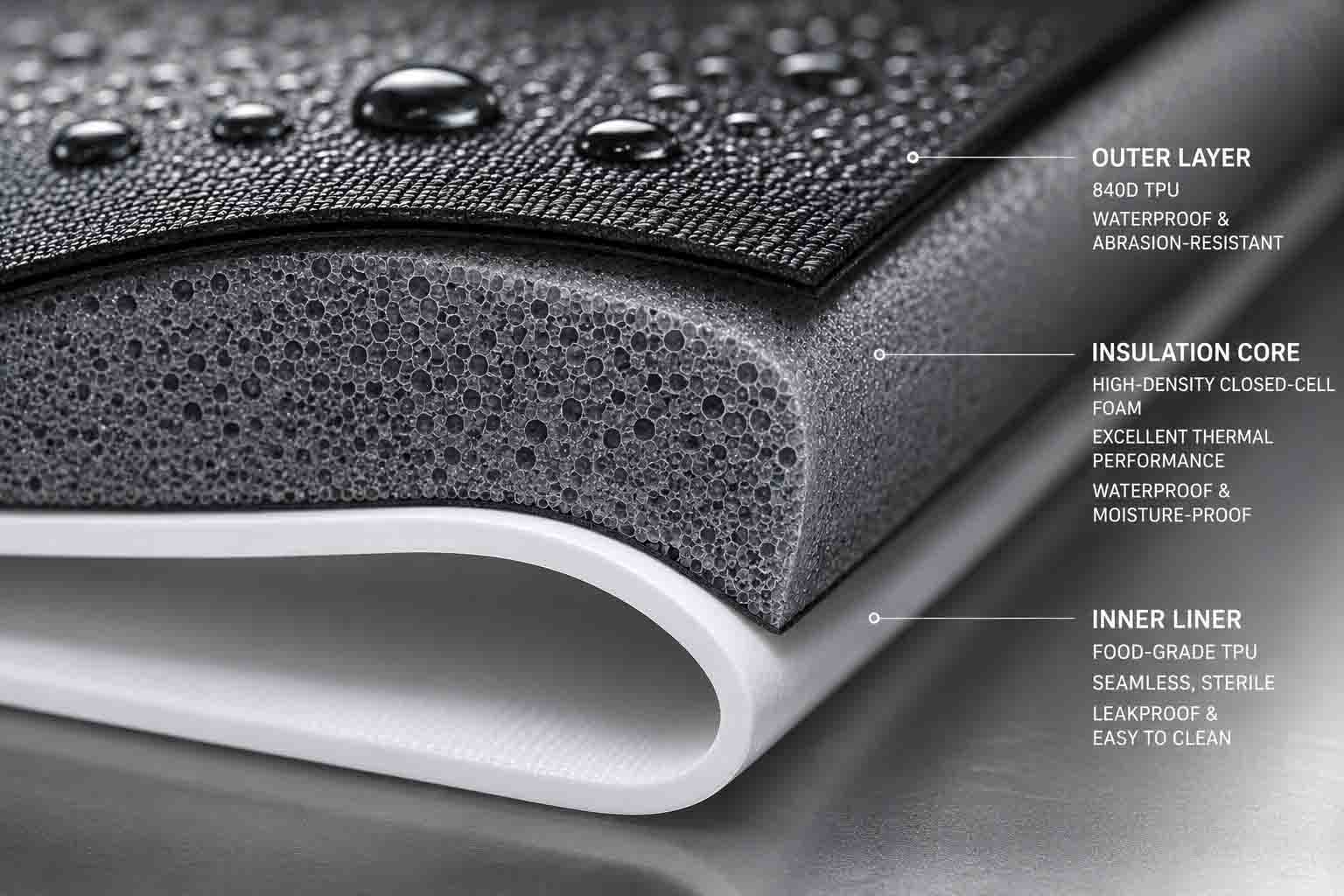
การเชื่อมด้วยคลื่นความถี่วิทยุใช้ได้กับเทอร์โมพลาสติกหลายชนิดที่เข้ากันได้ เช่น PVC, PET, EVA และผ้าเคลือบ PU ต่างๆ สำหรับการใช้งานกลางแจ้งที่ใช้งานหนักซึ่งต้องการความทนทานต่อการเสียดสีอย่างยั่งยืนและความสมบูรณ์ของโครงสร้างภายใต้ภาระหนัก TPU ที่มีความดื้อรั้นสูง 840 Denier คือวัสดุมาตรฐาน นอกจากนี้ยังเป็นเครื่องที่มีความต้องการมากที่สุดในการสอบเทียบกระบวนการอีกด้วย
ค่าดีเนียร์ที่สูงกว่าหมายถึงมวลวัสดุที่บริเวณรอยเชื่อมมากขึ้น ซึ่งต้องใช้พลังงานแม่เหล็กไฟฟ้ามากขึ้นเพื่อนำไปสู่อุณหภูมิฟิวชัน ปัญหาคือนี่ไม่ได้หมายถึงเพียงการเพิ่มพลังเท่านั้น ระยะเวลาการทำงาน—ช่วงระหว่างพลังงานไม่เพียงพอ (ฟิวชั่นไม่สมบูรณ์ รอยเชื่อมรั่วได้ง่าย) และพลังงานมากเกินไป (วัสดุไหม้เกรียม อุปสรรคกันน้ำถูกทำลาย)—แคบลงเมื่อน้ำหนักผ้าเพิ่มขึ้น การตั้งค่าพลังงานที่ทำงานได้อย่างหมดจดบน 420D TPU อาจทำให้เกิดจุดเย็นบน 840D ในรอบเวลาเดียวกัน ในขณะที่การตั้งค่าที่ปรับเทียบสำหรับ 840D อาจทำให้วัสดุที่บางกว่าไหม้ในผลิตภัณฑ์เดียวกัน
การจัดการสิ่งนี้จำเป็นต้องมีการสอบเทียบเฉพาะวัสดุ เมื่อ 840D TPU เข้าสู่สายการผลิต ไม่ว่าจะเป็นการเปิดตัวผลิตภัณฑ์ใหม่หรือวัสดุชุดใหม่จากซัพพลายเออร์รายเดียวกัน จำเป็นต้องตรวจสอบกำลังส่ง RF แรงกด และรอบเวลาของวัสดุนั้นกับวัสดุเฉพาะนั้น เช่น ดีเนียร์ น้ำหนักเคลือบ TPU และสูตรผสม พารามิเตอร์เหล่านี้อยู่ในเอกสาร SOP ที่ได้รับการตรวจสอบเมื่อเริ่มดำเนินการผลิตแต่ละครั้ง โรงงานที่ใช้การตั้งค่าที่สม่ำเสมอกับน้ำหนักผ้าทั้งหมดไม่ได้ผล ไม่ว่าจะอธิบายความสามารถไว้อย่างไร
ตัวแปรกระบวนการสามตัวที่กำหนดความสม่ำเสมอในการผลิต
การทดสอบแรงดันต้นแบบที่ผ่านการทดสอบแสดงให้เห็นว่าสามารถเชื่อมได้ถูกต้อง การผลิตที่สม่ำเสมอจำเป็นต้องมีการควบคุมตัวแปรที่กำหนดว่าสามารถทำซ้ำได้ทั่วทั้งไดรฟ์ข้อมูลหรือไม่
ความแม่นยำของเครื่องมือแม่พิมพ์
แม่พิมพ์เชื่อม—อิเล็กโทรดรูปทรงที่สัมผัสกับวัสดุและกำหนดรูปทรงของการเชื่อม—ถูกกลึงจากทองเหลืองหรืออะลูมิเนียมจนถึงขนาดที่ต้องการตามรูปแบบตะเข็บเฉพาะ ความแม่นยำของมิติในเครื่องมือนี้ไม่ใช่ข้อกังวลรอง พื้นผิวแม่พิมพ์ที่ไม่สม่ำเสมอทำให้เกิดการกระจายแรงดันที่ไม่สม่ำเสมอทั่วทั้งโซนการเชื่อม ซึ่งทำให้เกิดความร้อนภายในไม่สม่ำเสมอ: จุดที่เย็นซึ่งวัสดุมีอุณหภูมิหลอมเหลวไม่เต็มที่ และจุดร้อนที่ร้อนเกินไป จุดเย็นกลายเป็นจุดเริ่มรั่ว จุดร้อนกลายเป็นบริเวณที่ทำให้วัสดุบางลงซึ่งส่งผลต่อความสมบูรณ์ของตะเข็บในระยะยาว
การสึกหรอของแม่พิมพ์มีผลกระทบต่อปริมาณการผลิตเช่นเดียวกัน พื้นผิวสัมผัสที่อยู่ภายในเกณฑ์ความคลาดเคลื่อนในช่วงเริ่มต้นของแคมเปญการผลิตจะค่อยๆ หลุดออกจากเกณฑ์ความคลาดเคลื่อน การดำเนินการเชื่อม RF ที่มีความรับผิดชอบ ติดตามสภาพของแม่พิมพ์และเปลี่ยนหรือปรับเทียบเครื่องมือก่อนที่การสึกหรอจะส่งผลต่อคุณภาพการเชื่อม ไม่ใช่หลังจากที่การทดสอบ QC เริ่มแสดงอัตราความล้มเหลวที่เพิ่มขึ้น
การใช้งานแรงดัน: สองเฟส สองฟังก์ชันที่แตกต่างกัน
แรงดันนิวแมติกในการเชื่อม RF ทำหน้าที่ที่แตกต่างกันระหว่างเฟสการเชื่อมแบบแอคทีฟและเฟสการทำความเย็นที่ตามมา และทั้งสองอย่างมีความสำคัญ
ในระหว่างเฟส RF ที่ทำงานอยู่ ความดันจะทำให้แน่ใจได้ถึงการสัมผัสอย่างใกล้ชิดระหว่างชั้นวัสดุที่ส่วนต่อประสานของการเชื่อม ช่วยให้เกิดการประสานกันของโมเลกุลเมื่อ TPU ไปถึงอุณหภูมิฟิวชัน ในระหว่างขั้นตอนการทำความเย็นหลังจากพลังงาน RF ถูกกำจัดออกไป ความดันจะยึดโซนที่หลอมละลายให้อยู่ในตำแหน่งในขณะที่โซ่โพลีเมอร์แข็งตัว การปล่อยแรงดันก่อนที่บริเวณรอยเชื่อมจะเย็นลงเพียงพอจะทำให้วัสดุที่ยังอ่อนอยู่เปลี่ยนรูปได้ ทำให้เกิดพันธะที่อ่อนลงและความไม่สอดคล้องกันของมิติที่ขอบของโซนเชื่อมซึ่งกลายเป็นจุดความเข้มข้นของความเค้นในการใช้งาน
การระบายแรงดันก่อนเวลาอันควรเป็นหนึ่งในทางลัดของกระบวนการที่พบบ่อยที่สุดในการเชื่อม RF ในปริมาณมาก ซึ่งแรงดันในรอบเวลาจะสร้างแรงจูงใจในการปฏิบัติงานให้ย้ายไปยังส่วนถัดไปอย่างรวดเร็ว รอยเชื่อมที่เกิดขึ้นมักจะผ่านการตรวจสอบด้วยภาพและการทดสอบแรงดันต่ำเบื้องต้น จากนั้นจะแสดงอัตราความล้มเหลวที่เพิ่มขึ้นภายใต้ภาระที่ต่อเนื่องและการวนงอซ้ำๆ ในสนาม
วงจรจับเวลา
วงจรการเชื่อม RF ที่สมบูรณ์ดำเนินไปในสามขั้นตอน: อัดล่วงหน้า (แรงดันที่ใช้ก่อนการเปิดใช้งาน RF ช่วยให้วัสดุนั่งอย่างถูกต้องในแม่พิมพ์) การเชื่อมแบบแอคทีฟ (เปิดพลังงาน RF การให้ความร้อนระดับโมเลกุลและการเกิดฟิวชัน) และการทำให้เย็นลงภายใต้ความดัน (ปิด RF, โซนการเชื่อมแข็งตัว) แต่ละเฟสมีระยะเวลาที่เหมาะสมที่สุดโดยเฉพาะกับความหนาของวัสดุ น้ำหนักการเคลือบ และรูปทรงของแม่พิมพ์ที่ใช้งาน
การกำหนดเวลาเหล่านี้ไม่มีการถ่ายโอนระหว่างวัสดุ วงจรที่พัฒนาขึ้นสำหรับข้อกำหนดเฉพาะของ TPU จะเชื่อมใต้ผ้าที่มีน้ำหนักมากกว่า และเสี่ยงต่อการเชื่อมวัสดุที่เบากว่าซึ่งใช้ในส่วนอื่นในผลิตภัณฑ์เดียวกัน เมื่อข้อกำหนดของวัสดุเปลี่ยนแปลงระหว่างการดำเนินการผลิต เช่น ดีเนียร์ต่างกัน น้ำหนักเคลือบต่างกัน แบทช์ของซัพพลายเออร์ต่างกัน พารามิเตอร์รอบจำเป็นต้องมีการตรวจสอบความถูกต้องอีกครั้ง ไม่ใช่สันนิษฐานว่ามีความต่อเนื่อง
การทดสอบแรงดันอุทกสถิต 1.0 บาร์: สิ่งที่ยืนยันได้จริง
การตรวจสอบตะเข็บด้วยภาพจะระบุข้อบกพร่องระดับพื้นผิว: รอยไหม้ที่มองเห็นได้ ช่องว่างที่ชัดเจนในบริเวณรอยเชื่อม การบิดเบือนขนาดโดยรวม โดยไม่ได้ระบุโซนภายในที่ถูกหลอมละลาย ช่องว่างขนาดเล็กที่ส่วนต่อเชื่อม หรือจุดเย็นที่ค้างภายใต้สภาวะแวดล้อม แต่เปิดภายใต้ภาระ สำหรับผลิตภัณฑ์กันน้ำที่มีการกล่าวอ้างพิกัดแรงดัน การตรวจสอบด้วยสายตาจะพิจารณาจากพื้น ไม่ใช่เพดาน
การทดสอบแรงดันอุทกสถิต 1.0 บาร์เป็นมาตรฐานการตรวจสอบสำหรับผลิตภัณฑ์กลางแจ้งที่มีการเชื่อม RF อย่างจริงจัง One Bar สอดคล้องกับแรงดันอุทกสถิตของเสาน้ำลึก 10 เมตร ซึ่งอยู่นอกเหนือเงื่อนไขการจมน้ำอย่างมาก ผลิตภัณฑ์กลางแจ้งส่วนใหญ่จะต้องพบเจอในการใช้งานภาคสนาม ซึ่งเป็นสิ่งที่ทำให้การทดสอบคุณสมบัติการผลิตที่มีความหมายอย่างแท้จริง

ขั้นตอน: ผลิตภัณฑ์ที่เสร็จสมบูรณ์จะถูกเติมลมให้มีแรงดันภายใน 1.0 บาร์ และจุ่มลงในน้ำหรือเก็บไว้ภายใต้แรงดันตามระยะเวลาที่กำหนด สภาพผ่านคือการปล่อยฟองขนาดเล็กเป็นศูนย์จากตะเข็บ บริเวณรอยเชื่อม หรือจุดปิด ฟองเดียวบ่งบอกถึงเส้นทางการรั่วไหลที่จะยอมรับน้ำภายใต้การใช้งานภาคสนามโดยไม่คำนึงถึงขนาด ไม่มีการผ่านบางส่วนที่ยอมรับได้ในระดับการทดสอบนี้
สิ่งที่การทดสอบยืนยันว่ามีมากกว่าว่าหน่วยเฉพาะจะรับแรงกดดันในขณะที่ทำการทดสอบหรือไม่ ผลิตภัณฑ์ที่ผ่าน 1.0 บาร์ได้ยืนยันการหลอมรวมของโมเลกุลเต็มรูปแบบในทุกโซนการเชื่อม การสัมผัสแม่พิมพ์ที่ถูกต้องตลอดรูปทรงของตะเข็บที่สมบูรณ์ และการระบายความร้อนที่เพียงพอก่อนที่จะปล่อยแรงดัน อัตราการส่งผ่านที่สม่ำเสมอตลอดการดำเนินการผลิตเป็นหลักฐานของการควบคุมกระบวนการ ไม่ใช่ความแปรผันของหน่วยแต่ละหน่วยที่เกิดขึ้นกับแนวโน้มเชิงบวก
ความถี่ในการทดสอบจะมีผลตามมาเท่ากับความรุนแรงของการทดสอบ การทดสอบต่อหน่วยเกี่ยวกับผลิตภัณฑ์ตะเข็บที่สำคัญช่วยให้ครอบคลุมการผลิตได้ครบถ้วน และตรวจจับความล้มเหลวแต่ละรายการก่อนจัดส่ง การสุ่มตัวอย่างเป็นชุดให้ความมั่นใจทางสถิติด้วยต้นทุนที่ต่ำกว่า แต่ช่วยให้เกิดความล้มเหลวแต่ละรายการได้ โปรโตคอลที่เหมาะสมขึ้นอยู่กับต้นทุนดาวน์สตรีมของความล้มเหลวของฟิลด์หน่วยเดียว สำหรับผลิตภัณฑ์ที่การรั่วไหลทำให้เกิดการเรียกร้องการรับประกันและการเปิดเผยแบรนด์ที่เป็นไปได้ การทดสอบต่อหน่วยถือเป็นตำแหน่งที่สมเหตุสมผล
การประเมินความสามารถในการเชื่อม RF: คำถามที่แยกแยะความสมบูรณ์ของกระบวนการ
การป้องกันการรั่วไหลในผลิตภัณฑ์กันน้ำที่เชื่อมด้วย RF เป็นผลทางวิศวกรรม ไม่ใช่คำกล่าวอ้างด้านการผลิต ทราบตัวแปรกระบวนการ วิธีการควบคุมถูกสร้างขึ้น และโปรโตคอลการทดสอบที่ตรวจสอบผลลัพธ์ได้รับการกำหนดไว้อย่างดี ผู้ผลิตที่มีความสามารถอย่างแท้จริงในด้านนี้จะอธิบายการดำเนินงานของตนในข้อกำหนดเฉพาะเหล่านั้น
คำถามที่ควรถามระหว่างการประเมินซัพพลายเออร์เป็นรูปธรรม:
การตั้งค่าพลังงาน RF และเวลารอบการจัดทำเอกสารตามข้อกำหนดเฉพาะของวัสดุเป็นอย่างไร และสิ่งใดที่กระตุ้นให้เกิดการตรวจสอบความถูกต้องอีกครั้งเมื่อชุดวัสดุมีการเปลี่ยนแปลง
มีการตรวจสอบสภาพของแม่พิมพ์อย่างไร และเปลี่ยนเครื่องมือที่เกณฑ์ใด
การทดสอบอุทกสถิตดำเนินการต่อหน่วยหรือโดยการสุ่มตัวอย่างเป็นชุด และที่แรงกดดันเท่าใด
พวกเขาสามารถจัดเตรียมบันทึกการทดสอบจากการดำเนินการผลิตล่าสุดของผลิตภัณฑ์ที่เทียบเคียงได้หรือไม่
คำถามเหล่านี้ไม่ใช่เรื่องยากสำหรับโรงงานที่ควบคุมตัวแปรเหล่านี้จริงๆ นี่เป็นคำถามที่ยากมากสำหรับโรงงานที่ใช้อุปกรณ์การเชื่อม RF โดยไม่มีระเบียบวินัยในกระบวนการอยู่เบื้องหลัง คำตอบจะบอกคุณว่าคุณอยู่ในสถานการณ์ใด